この記事は、SN-2Fの基本級とSN-2Pの専門級の溶接試験に合格するための記事になります。
半自動溶接は、電流ではなく、電圧を極めることが最も重要だということを最初にお伝えしておきます。
この記事では溶接資格の基本級と専門級の国家試験合格するための手順やポイントについて解説いたします。電圧と進行方向へのスピードも重要となっていますので、着目してみてください。
また、必要な溶接資格や溶接資格の種類についてはこちらの記事で紹介しています♪( ´▽`)
今回は、基本級はもちろんですが、専門級のパイプ(P)全姿勢の取得に向けてポイントを教えていきます。
結論として、裏波溶接は電流・電圧を自分の最適な数値に合わせて練習を行うことが大事です。
細かい電流・電圧の値は記事の続きで紹介しているので、その数字に合わせて練習しましょう。
ポイントは時間で管理することです。
・溶接中の音の変化
を感じとって、裏波溶接が完成しているかが分かれば、試験対策は完璧です!
この記事で分かること
・実技試験に合格するためのポイント
・SN-2F(基本級)に合格するためのコツ
・SN-2P(専門級)に合格するためのコツ
そんな方に向けた内容となっています。
この記事を見て練習することで、溶接試験の合格率が上がります。練習することが大事であるため、気合を入れて取り組みましょう。
資格を取得するための学科の勉強方法
資格を取るためには学科試験も合格しなければなりません。テスト問題は1問5点で採点される20問です。60点以上で合格となります。
12問以上は正解しないといけません。簡単に合格することができる方法が、
【 受験の手引き 】を購入し勉強すれば大丈夫です。
勉強のコツとして、まずTIG溶接は勉強しなくて大丈夫です。今回は半自動溶接の資格を取得するので、TIG溶接についての問題は一切出てきません。記憶に自信がない場合には不要な勉強は避けましょう。
勉強するポイントとして必ず安全について勉強しましょう。いくら溶接の中身を理解できていても、安全のことが理解できていなければ仕事をしてもらうことはできません。
図面についても問題が出てきます。
仕事をする時には、図面といわれるものを見て作業しなければならないため、図面の問題も暗記しておくようにしましょう。
※図面勉強が頭に入らない場合、試験当日のテスト開始ギリギリまで図面を見ておくことで回避もできます。テスト開始した時点で先に図面の問題を仕上げるのもありです。
【最受験の手引き】には最後にテスト問題があります。先に正解の答えを書いて問題集で勉強する方法が一番頭に入ります。なぜその答えなのかの理由を覚え知識にすることが大事です。
資格を取るための溶接練習方法について
練習する電流、電圧の条件として、強くも弱くもなく丁度いい条件である、120A 18Vで練習を行います。
実際に教えてきた4つのポイントをまとめましたので、このポイントを意識して練習しましょう!
※トーチから出ているワイヤーの長さを意識する
②トーチ角度
※母材(溶かす箇所)に対しての倒れ具合を意識する
③溶接スピード
※溶接しながら進むスピードを一定の速さで行うように意識する
④ウィービングの練習
※サイドに動きながら溶接するが、サイドの溶け込み量を合わせるように意識する
上記4点のポイントを意識するだけですぐに溶接ができるようになります。この練習を繰り返し行いましょう。溶接ができるようになつたら、裏波を出せるように練習しましょう。
裏波溶接とは?
裏波(ウラナミ)溶接とは
溶接面だけでなく溶接面の裏側にも溶接を出したい時に使用される溶接手法で、液溜まりがダメな薬液配管部品などの製品に使用されます。
もちろん他配管部品でもお客様によっては裏波溶接を条件として依頼される企業様も多いです。
裏波溶接を活用するメリット
外側からだけの溶接では通常内面にパイプの継ぎ目ができてしまい、液体が流れる時にその継ぎ目に液溜まりが発生してしまいます。裏波溶接は外側からの溶接だけで内面まで溶かし込み、裏側から溶接を施したように溶接ビードを出せる溶接法です。
内面に継ぎ目ができ無い事により液溜まりやコンタミ(狭小部からの異物混入)が発生しないことで食品、医療・消化・プラントなどさまざまな分野で貢献している溶接手法となります。
(裏波溶接の写真)

裏波溶接ができるようになることで、仕事の幅も増えることは間違いありません。
資格は全姿勢の専門級を取得する
溶接姿勢には下向、横向、立向、上向、溶接があります。現在の日本企業の中でも、溶接資格者は多数いますが、その中でも全姿勢である P(パイプ)(下向き、立向き、横向き、上向きの全てを取り入れた手法)の資格者は数多くありません。
お客様に求められる資格の中でもまず、全姿勢である専門級(P)の取得方法についてお伝えし、合格するための参考としていただきたいと思います。
溶接方法は基本級も専門級も裏波溶接の手法に合格し、今まで以上にライフワークを楽しみましょう。
資格SN-2Fを取得するための実技の練習方法のコツ
実技については、裏波溶接の実技試験を受けます。
裏波溶接を出すポイントは突き合わせ部分のギャップ(隙間)を2.3㎜開けることが重要になります。この隙間を2㎜以上開けずに溶接を行うと、裏波は出しにくく実技試験で不合格となります。
思い切ってあけることが重要となります。2.3㎜隙間を作った状態で仮付溶接をしましょう。
【板の仮付後写真】

仮付溶接としてのポイントは板を裏向けて溶接することが大事です。
表を向けて仮付溶接を行うとズレてる部分がわからず仮付を行なってしまいます。
仮付溶接は、本溶接が上手くいくかいかないかを決めるポイントでもあるのです。
必ず仮付溶接は時間かけてでも自分が納得できる姿に仮付溶接しましょう!
【表の写真】

裏波溶接は電圧をマスターしろ!
これから練習するにあたり、電圧についてだけは覚えておきましょう!
半自動溶接の最も大事なことは、電流の設定ももちろん大事ですが、電圧調整を極めることで、どんな溶接も仕上げることができます。
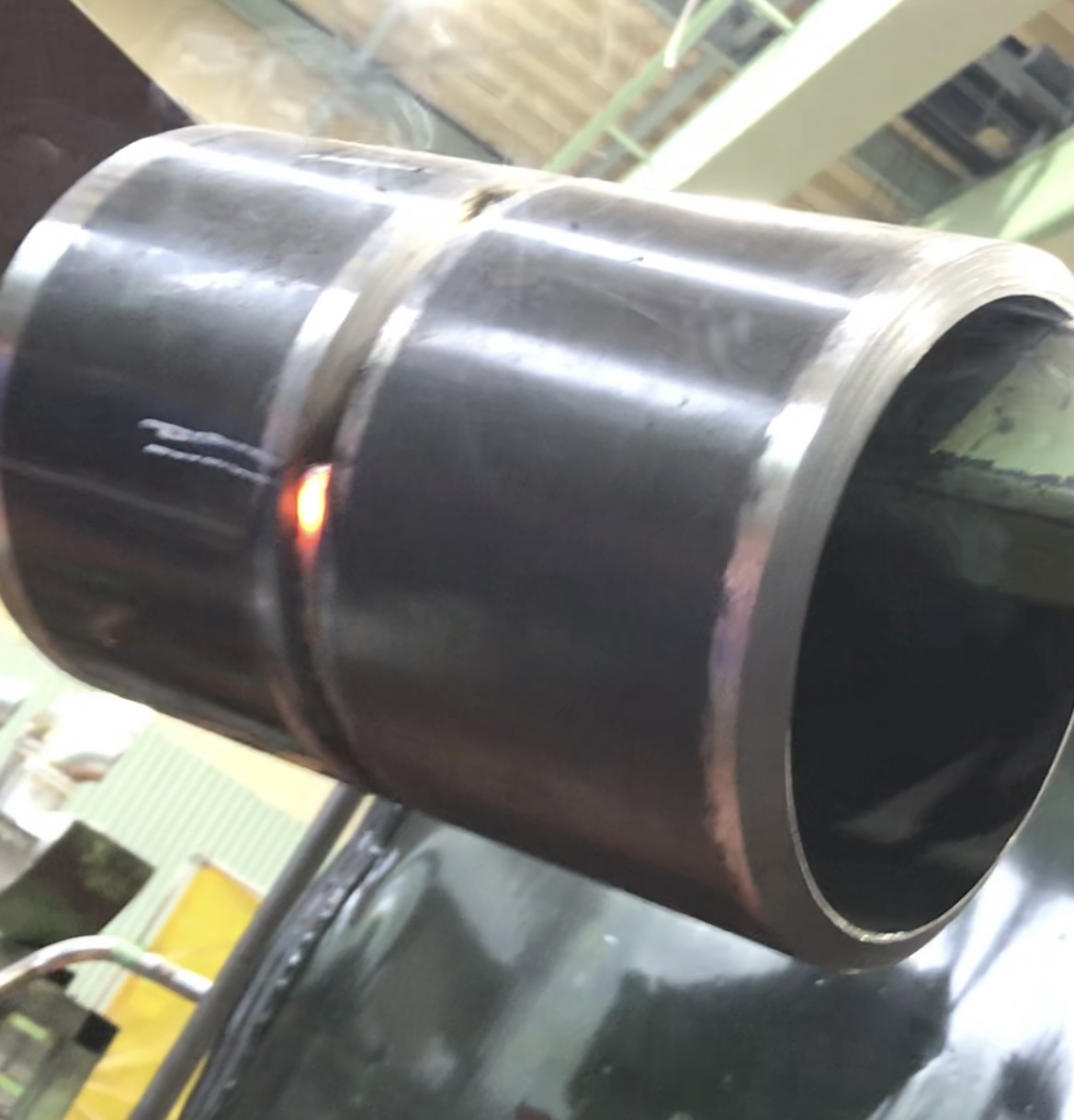
ルートギャップ(鉄板同士の隙間)2.3㎜
ウィービング手法で前進法

写真は裏波溶接の写真となります。
溶接姿勢の条件は同じで、電流と電圧の変更のみで仕上がりを比較しています。
よくあるのが、電流も電圧も高めの設定で実践している内容が多いのですが、私は電流も電圧も低めの設定でも十分な裏波溶接が出せることを伝えます。
130Aの19V スピード1秒(右から1番目)
裏波溶接が出過ぎているが溶け落ちてはいない。
このような場合には、スピードを上げることで回避できそうです。しかし、落ち着いた溶接をするためにはリスクが大きいです。
140Aの20V スピード1秒(右から2番目)
裏波溶接が出過ぎて溶け落ちています。電圧が高すぎて、穴が空くぐらい溶け落ちています。この場合は、溶接スピードを上げても回避できません。策としてはウィービングの方法を変える必要があります。大きくウィービングで動かし、溶け込み量を見ながら溶接していく必要があります。
123Aの18V スピード2秒(右から3番目)
一番目と同じ条件で、前進するスピードを落としたものとなりますが、十分過ぎるほど裏波溶接が出ています。スピードを早くするだけで良好な溶接になります。
123Aの18V スピード1秒(右から4番目)
一番左の条件である123A(アンペア)の18V(ボルト)の条件が一番良好です。
裏波溶接の経験が浅い場合には最も適した条件だと言えます。
様々な溶接姿勢がありますが、上向・下向・横向・縦向いずれも電圧を極めることで、上達が早くなり、そして、必ず試験の合格率がアップします。
全ては電圧と思ってください。電圧を極めることは半自動溶接を制することになります!
【 歪み取りの手法については行わない!】
基本的に溶接試験の合格条件として、歪み角度が5度以上の変形がある場合が失格と決められています。
SN-2Fの場合は中板の分類になるため、歪みにくく5度以内に範囲は入る!そのため逆歪みは取りません。もちろんプロとして逆歪みの方法を使うことは大事なのですが、今回はあくまでも溶接資格を取得すると言うことが大事なので、あえて難しく手間となることは避けていきます。
下記内容を全く同じようにコピーして練習してもらうとテストに合格します。練習してみましょう
SN-2F 溶接練習方法のコツ
①一層目は必ず前進法のウィービング手法で行う
前進方で溶接するメリットとして、裏波溶接部分の安定となります。
前進で進むことにより、深く溶かすことで。溶け込み量が多く裏波の溶接が発生しやすいことがメリットであり、デメリットに関しては、溶け込み量が多く、突き抜け(穴が開きやすい)やすく、進行方向が見にくいデメリットがあります。
※前進法とはトーチの倒れ位置に対して前進しながら溶接していく手法であり、後退法に比べて溶接の溶け込みが大きくなる。

ウィービング手法については写真の通りの動きで少しづつ前進していく方法です。
手首のスナップを効かせて行う方法となり練習が必要です。
※ウィービングは①②③を左右に揺らしながら前進していく手法になります。板と板は隙間があるため真っ直ぐに溶接すると溶けて穴が開きやすいためウィービング手法で溶接する必要があります。
しかし、コツとしては真ん中から右に1㎜動かしその次に斜め左上に1㎜動かし、①と②の間(中間)に戻り真ん中の部分を溶接します。
イメージとして、全ての位置、頭の中で1.5秒数えてください。矢印の部分は1秒です。
ここはポイントです!!
写真を見てもう一度!スタート地点は真ん中から、矢印は全て一秒、①②③は1.5秒であり2秒は長すぎるので穴が開きます!そこに注意して繰り返しながら進行方向に進んでいきましょう。

一層目の溶接で裏波溶接が出ないと試験は不合格となるため落ち着いて取り組みましょう。
何回も練習すると、光や音などで分かるようになってきますが、今回は受かるコツであるため、省略します。

一層目は板の表面から1.5㎜ぐらいは低い状態に仕上げることがポイントです。
二層目三層目がありますから溶接部が高くならないようにしていきます。
一層目が完了したら、ワイヤーブラシでスラグを出来るだけ取り除きましょう!

溶接後には溶接部に不純物が発生するため、完全に除去することは難しいため、なるべく取り除きましょう。
②二層目と三層目は後進法のウィービング手法で行う!
一層目の手法の逆になります。一層目は母材をしっかり溶かす必要があるため前進法を活用しましたが、二層目となると、一層目の溶接部と板を繋ぎ合わせるため、後進法の手法を使います。
後進法は前進法より溶け込みが浅く、溶接中にも進んでる方向が確認しやすいため、仕上げに適用すると綺麗な仕上がりになります。

※基本的に後退方が溶接はやりやすい、あえて難しい前進法を取り入れて二層目と三層目を溶接することはさけていきます。
完了後は必ずワイヤーブラシでできる限りの不純物を取り除きます!
③三層目も後進法のウィービング手法で行う。
※仕上げの溶接になるので、ビードの幅を意識しながら仕上げましょう。
これで完了になります。
ウィービングで溶接し、表面から約1mmくらい下がるように溶接するのがコツです。ここを盛り上げすぎると三層目が盛り上がりすぎてダメになります。注意が必要です。。。
SN-2F 私の溶接動画を参考にご確認ください!
溶接の動画になります!参考に見てください↓
SN-2P 溶接練習方法とコツ
この資格は非常に難しく、合格率30%といわれている資格となります。気合い入れて取り組みましょう!
溶接方法については写真のようになります。
【パイプ仮付後写真】

パイプ同士のルートギャップ(隙間)は2.3㎜開けて仮付溶接を行いましょう。
【 SN-2P テスト材料写真 】

パイプ溶接は上向きから開始されるため、パイプを浮かせた状態にしましょう。
一層目は 上向溶接の手法で溶接します。
溶接の設定条件は、電流120V(ボルト)電圧17A(アンペア)で設定し一層目の溶接を行います。

トーチ角度さトーチワイヤーと溶接箇所が90度になるような角度にします。この角度は重要で、倒れ過ぎるとすぐに穴があきます。この角度を維持し、板の溶接で行ったウィービング手法を活用し、溶接して行きます。

次に横向き溶接で残りの半分を溶接します。

パイプの半分まで溶接した後は横向き溶接を行う
② 一層目 立上がりの溶接の設定条件は 電流120V 電圧17Aに設定し、溶接を行います。
③一層目 横向き 130V 17A
二層目 140V 18A
三層目 120V 18A 2パス仕上げ
SN-2P動画
一層目のみの溶接風景の動画になります。
【溶接試験の流れと注意点】
まず受付で受験番号をもらいます。
1.テストピースが用意されていますので、自分の番号のテストピースを取ります。
2.作業ブースにテストピースを持ち込み、溶接する前の前準備を行います。
3.溶接する部分は黒皮と呼ばれる部分をピカピカになるまで磨きましょう
4.ルート面をヤスリ等を使って調整します
5.ルートギャップ(溶接する部分の隙間)を2.3㎜あけます
6.指定の箇所に仮付け溶接を行います。
7.仮付け溶接した付近の隙間を全箇所測ります。
※物差しでもノギスでも良いので、全箇所隙間が大きいや小さい等のバラツキがあってはいけません、もし隙間に0.2㎜以上のバラツキがある場合にはすぐに取り外してやり直しましょう。
8.受験番号を呼ばれるまでは待機しておきましょう。
試験会場に行くと緊張するかもしれませんが、とにかく落ち着いて作業を行うことが大事です。
試験中には誰も急かしたりすることはありません。試験会場に受講しにきている人は全て自分と戦っているので、安心して自分と向き合って戦いに勝利しましょう。
試験の合否判定基準は!
外観の審査と割れ審査とあります。
外観の審査
については特にこちらの4点が大事になります!!
・アンダーカット
・溶接幅 30ミリ以内
・ピンホール
この4点については、溶接試験の時に審査員から確認をされます!
のど厚と溶接幅については、必ず範囲内に抑えるように溶接しましょう!!
アンダーカットやピンホールについては、審査員に相談し、溶接での手直しをして良いかの相談をする方が安心です!
曲げ審査
溶接試験が終わった後日、曲げ試験にかけられます。
この時に、表曲げと裏曲げと曲げ試験を行い、割れが発生しなければ実技試験は合格となります!!
試験時に絶対にやってはいけないこと!
溶接した部分をグラインダーやヤスリなどを使って手直しを行うことは禁止となっています!
もしこのような禁止事項を無視して行なってしまうと、いくら上手に実技ができてもその場で失格となりますので、この行為だけは絶対にやめましょう!!
まとめ
試験終了後の結果報告は、3ヶ月後にわかります。
忘れた頃に合否判定の通知が来ます。通知には採点がされています。良かった箇所・悪かった箇所が点数で記録されているので、落ちても受かっても通知の中身を見て、自分の弱点を確認しましょう
重要な仕事内容については必ず資格がある物です。
今回の記事にある基本級SN-2Fを受講する人は多くおられます!
SN-2Pに関しては少なく、受講者の方に話を聞いても難しく受ける人が少ないとのことでした。しかし、専門級が必要と求められる仕事は多く存在するため、これからはパイプの資格全姿勢を取得することもこれからの時代はますます増えてくると思います。
試験に合格し、更なる自信をつけこの先のライフワークを楽しみましょう!


コメント